





With predictive cleaning and maintenance, we dive into the realm of the Smart Factory in this podcast episode – more specifically, into a WAGO plant. WAGO – established decades ago as the industry standard with its spring pressure connection technology – is now moving more and more into the field of IoT – on the one hand with connectivity, and on the other hand with an ecosystem of strong partners, making the company an end-to-end solution provider.
Episode 83 at a glance (and click):
- [14:29] Challenges, potentials and status quo – This is what the use case looks like in practice
- [25:48] Solutions, offerings and services – A look at the technologies used
- [34:08] Results, Business Models and Best Practices – How Success is Measured
Podcast episode summary
We encounter plastics everywhere in life. How exactly their production takes place, few people know. This takes place in the so-called plastic injection molding process. In this process, molten plastic is injected into a molding cavity of a mold, compacted under pressure and then ejected as a molded part. This podcast episode is about a material distribution system at WAGO, where this process has been optimized using IoT and the filters are serviced at the ideal time – error cases are detected, scrap is reduced and unplanned downtime is avoided.
Because: In the manufacturing process itself and in the upstream and downstream process, there are often errors in the plant that lead to downtimes and at the same time an enormous potential in maintenance and cleaning processes. To understand this in more detail, in episode 83 we go to a WAGO plant – which manufactures components for electrical connection technology as well as electronic components for automation technology – and take a look at what use cases exist here and what added value the data provides.
For this, we have two experts with us who know the use cases inside out and have also built up the associated ecosystem in order to implement solutions– Jan Jenke (Product Manager / Project Manager Analytics) and Jürgen Pfeifer (IoT & Cloud Partner Manager).
Podcast interview
Hello Jan and Jürgen! Where are you right now?
Jürgen
I am feeling very well after the wonderful fall weekend and I’m happy to be back.
Jan
I am at our office near Päpinghausen near Minden. This is not directly in the headquarters, but next door. I still have a slight cold after the Light + Build fair, but it’s getting better.
How was the light + build for you? I’ve been following this a lot on LinkedIn.
Jan
The fair was very good. We had very exciting talks and many visitors; despite a four-year break.
Jürgen
I wasn’t there myself; we had another unit present. I can only share the enthusiasm from my colleagues.
We will most likely see each other again at SPS 2023 in Nuremberg; maybe you will see one or two familiar faces there.
Jürgen, you were already with us in episode 51. Back then with Matthias Morath from the company “Liebherr”; that’s why you could almost be called an old hand in podcasts; thanks for your update today. You are a partner manager at WAGO, what are your responsibilities here and what has changed for you since the last podcast?
Jürgen
I have been working at WAGO for many years for the sales of automation technology in the industrial environment. I have been in business development for 5 years at WAGO, and one of my responsibilities is IoT and partner management. We have this management in order to be able to offer holistic solutions at all, also end-to-end solutions for our customers. In this IoT environment, it is difficult to offer a complete package as a single company. Some have the expertise in the control cabinet, others have the expertise in the cloud and the next in a merging of these expertises. That is why we have the WAGO IoT partner network.
Since we last spoke, this network has developed a lot. Many of the applications and features we discussed back then have also evolved.
Jan, what is your role at WAGO?
Jan
I work at WAGO as a product and project manager for the Analytics area in the “Solution” business unit. The “Solution” business unit implements solutions, as they say, from the sensor to the cloud. This means that data can be connected via our I/O system, processed locally on powerful edge devices, but also in the cloud. There, the data can then offer added value to the customer.
Analytics is always about getting more out of data. This can start with visualization and extend to artificial intelligence. We do this across all sectors for “Industry”, but also “Buildings” and “Utilities”.
WAGO is known in the IoT segment for connection and automation technology; now also in the area of IoT and Cloud. Jürgen, what does your technology look like in IoT and what do you offer here?
Jürgen
Since we started with automation technology in the late 90s – remote I/O’s, control, etc – we have consistently moved towards IoT. We started suitable control systems with a Linux operating system in the early 2000s. This has developed to that point through the various patches and add-ons and given the ability to realize perfect communication to on-premise IT systems, and of course to the cloud.
What cannot be neglected here is the issue of security. Especially with the Linux operating system of our different control variants, we can realize the topic IoT very well.
Who do you typically talk to at the customer site?
Jürgen
We had a change here. Whereas before we were in contact with the control engineers for projects that purely concerned automation technology, today we are increasingly in contact with IT. Also with production IT, which is then sometimes responsible for the networks that are separate from office IT. In this way, we are in contact with the various people and contacts, from the control cabinet to IT. We therefore need to bring together a wide range of expertise to create a well-rounded digitization project.
Jan, are you talking to new contacts as well?
Jan
Such an issue tends to be anchored at the management level. We have a lot to do with production management, but of course we still have to deal with it as a team. Once management has defined the use case at the very beginning and the team has committed to it, the team must work closely together. That’s why we are still in close contact with the responsible automation engineers and process experts to further improve the process.
You know this from the IoT segment, that you work interdisciplinary in the teams and use the knowledge within the company.
In addition to in-house expertise, you’ll also work with external partners who are also “on-boarded.” Who are some of your classic IoT partners?
Jürgen
Yes, we are open to new partners and the partner network is very heterogeneous; that is important to us. Here we have companies like “Actemium” that cater to a large stack. Companies that have a high level of security expertise, for example “Rhebo”, which can detect network anomalies. Or also new technologies that go all the way into control, not only to cover the topic of “security”, but also to keep the data verifiable and traceable via a blockchain: Here we have the partner “UBIRCH”.
The company “Rhebo” has just joined our network – they belong to the Landis+Gyr Group, as far as I know – and they are very active in the field of security for energy distribution systems. Nice how your partner network has developed!
What use cases do you have in the market?
Jürgen
We are active in a wide variety of industries; one of them is building automation or market building in the energy sector. Especially when it comes to stabilizing networks and the areas of production and networking of machines.
Everywhere we have realized the most diverse projects. I’ll start by talking about a shopfloor project that we presented together at ACHEMA eight weeks ago:
The Actemium company and WAGO; our CC100 – a compact controller from WAGO – was presented here, which is based on Linux. Existing machines, i.e. brownfield, were networked and digitized and then corresponding applications and apps were distributed to the devices via Linux technology using Docker to implement everything from energy technology to MES functionalities. All this to make the work steps more transparent.
Do you have any other use cases?
Jürgen
On our website, you can find a very large air separation system from Linde, as a reference, where the WAGO hardware then brings connectivity to the cloud, monitors the air separation, ensures a longer service life, and also contributes to energy optimization.
If you want to read more about this, you can find more information in the show notes.
Jan, which use cases do you have in the field of “Analytics”?
Jan
One use case I have brought with me today is from our own production: It involved optimizing a material distribution system that is responsible for conveying the plastic granulate to the individual injection molding machines. On the other hand, we also have many customers in the field of mechanical engineering, or even use cases in the building, where it is a matter of optimizing the supply temperature so that the heating system is operated as energy-efficiently as possible.
Challenges, potentials and status quo – This is what the use case looks like in practice [14:29]
If I imagine that we are at your plant, what exactly are the processes there? Can you explain more about the injection molding machines?
Jan
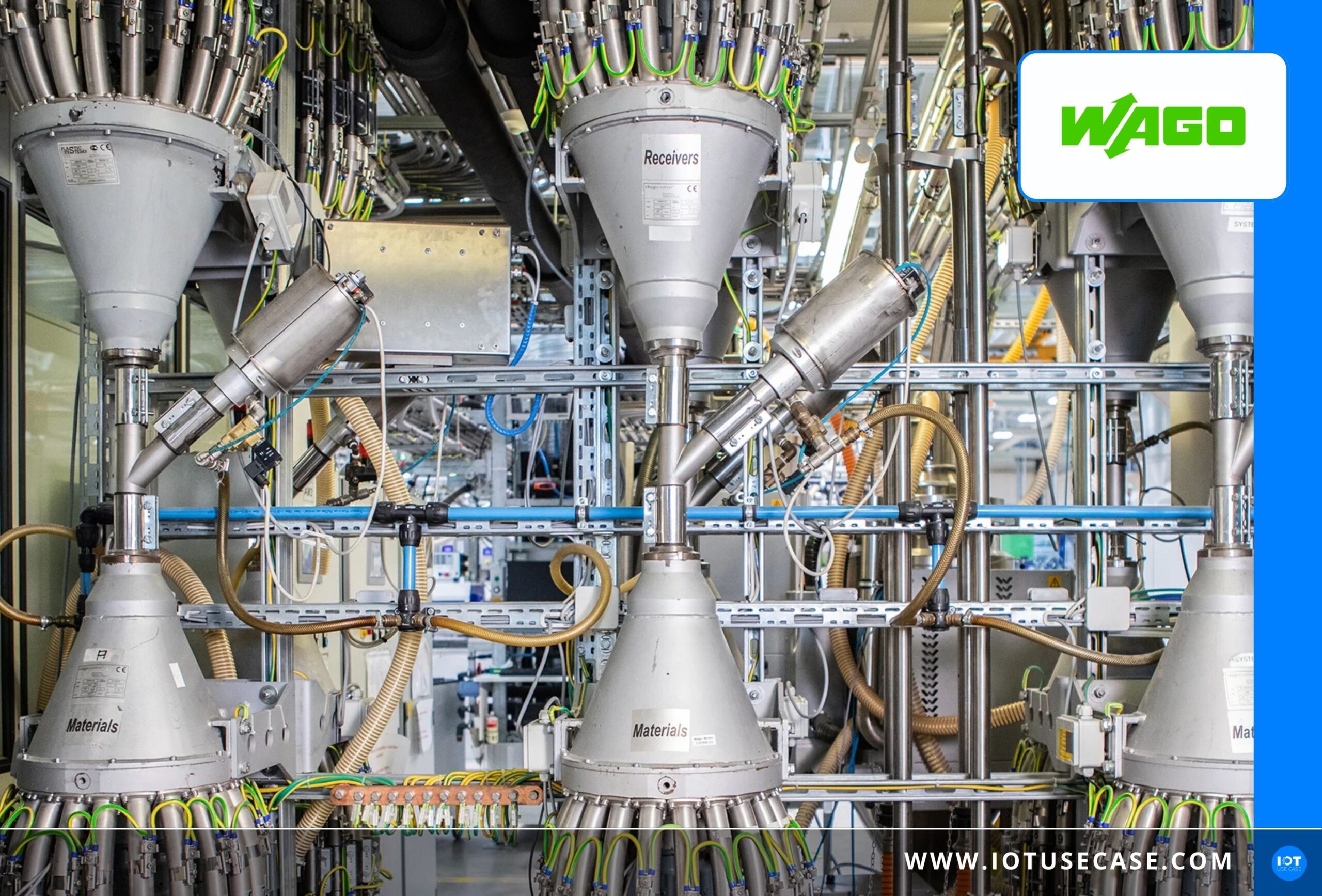
As you can imagine, WAGO has a lot of injection molding machines that produce plastic parts in different colors and shapes. For this purpose, the plastic granulate is conveyed to the individual machines, where a wide variety of orders start up in a material distribution system. This machine was largely co-developed by WAGO itself. The orders are simple, which granules, in which exact design, must arrive at which machine. Since this was largely a self-development, the ambition of the engineers in charge was high to improve this plant even further.
What were the challenges here? One is to make the maintenance of a filter predictive. The other challenge was to detect fault conditions on this machine before they cause problems in the process, which then become visible during quality control.
What exactly do you produce there?
Jan
These are the typical parts known from WAGO. This can be the lever of a clamp or the housing. I don’t know which exact part was produced behind it; in any case, they are components of our standard range.
When I think of your production managers, what are the classic day-to-day challenges in the individual use cases?
Jan
The big topics such as AI and predictive maintenance are a particular challenge. Here, those responsible are about to implement it and discussing now how to anchor the topic in their own production. At the same time, there is the task of engaging the employees of the responsible office and integrating it into the usual workflow. We managed to do that with this project.
You have different production managers with you, who have different challenges. But what are the challenges of the individual orders?
Jan
Above all, to increase the effectiveness of the equipment. At the same time, one would like to, or rather must, make use of new technologies that are part of predictive maintenance. The whole thing must be able to be integrated into the day-to-day work of the employees responsible. Integrating predictive cleaning of a filter into the workflow also involves tying into and implementing existing maintenance management.
Showing employees concrete added value so that the solution can be accepted with pleasure is also an important and further component.
What are types of errors that typically occur and what are filter cleaning problems?
Jan
I’ll start with the filter cleaning: The material distribution system transports the plastic to the individual injection molding machines. A rotary diverter feeder is used to decide to which injection molding machine the respective plastic granulate is to be conveyed. If you think about it, it’s basically like a big vacuum cleaner.
Every vacuum cleaner has a filter and it must be cleaned after some time, because in this plastic granules contain dust particles and other stuff. Now this maintenance interval – the contamination of the filter – depends largely on how the individual batch was conveyed. Thus, it was difficult to schedule the optimal time for this filter cleaning.
If the maintenance was done too early, the employee has performed an activity that is not considered glorious -may have invested the time unnecessarily. If the maintenance was done too late, the effectiveness of the equipment was reduced, and accordingly, the susceptibility to failure could also increase.
We achieved our goal by utilizing a differential pressure measurement on this filter. Based on this sensor value, we are very well able to find out when the optimal time has been reached. We implemented this system on an edge computer from WAGO, since it is a computationally intensive process. We then used the edge computer to set up the connection to our SAP system, which is responsible for maintenance management.
You practically have filter cleaning that costs a lot of time and money because maintenance is not optimally managed, where you can still gain efficiencies. What is the source of the errors?
Jan
These errors have been limited to two main sources. In the injection molding machines there are flaps where the plastic granules are separated from the air. It has happened time and again at the site that the flaps were not closed properly after maintenance. This was a mechanical problem that had not been dictated by any sensor technology before. A second problem was a valve that did not close at the right time.
In both cases, similar behavior occurred: Air has entered the system and the empty suction process could not be completed as effectively as it should have been. This means that, in the worst case, plastic granules had remained in the pipes, and during the next conveying cycle, these plastic granules arrived at the injection molding machine in the wrong color.
That would be the worst case scenario, because then the end result would be a wrong product, which would be scrapped.
Jan
Absolutely right. In the worst case, this problem is noticed during quality control and “scrap” is produced. For us, it was possible to take advantage of the existing measurement technology and analyze the pressure curves to detect that a flap was not closed properly or that the valve was closing at the wrong time. Then you notice immediately when the problem occurs THAT it occurs, and you can react to it in the following.
What types of data are you particularly interested in here in the case?
Jan
This pressure, which drops through the filter, can be measured by measuring it in front of and behind the filter – practically the difference. This is a very good way of measuring the contamination of the filter and accordingly predicting when the filter is contaminated to what percentage. This measured variable was also useful for detecting valves that switched too late and open flaps. Also interesting was the volume flow measurement that was installed here, which we were also able to take advantage of.
The differential pressure values and volume flow values will come from the individual PLC systems installed. What have been your requirements for the project?
Jan
The first challenge was to figure out what data was relevant in the first place. We have clarified this very well with an expert for these plants. Then we identified if that data was available in the facility and pulled it out.
Furthermore, the requirement from the employees was that the whole thing integrates with the existing solution. That means we can’t just provide an algorithm that simply detects when the filter needs to be cleaned without giving the information out to the employee.
Here it is important to create a link to the existing maintenance management. On the one hand, the algorithm must report when the next maintenance is due and replace the cyclic process. And on the other hand, when maintenance is completed, it is important that this can be perceived by the algorithm and that it resets itself automatically. This connectivity to all systems is very important here.
The good thing about you guys is that it’s all-in-one. You created it yourselves AND have the partner ecosystem necessary to make this project happen.
Solutions, offerings and services – A look at the technologies used [25:48]
I would like to know what your joint solution is. In the first step: How does data acquisition work with you?
Jan
The most important thing at this point is that the system was controlled by a WAGO hardware. Therefore, compared to other products that are not produced in-house, it was very easy to get the data. Here we have taken advantage of the possibility to release individual data points from our PLC via OPC UA. Then we installed an OPC UA client on our edge computer, which was used for data analysis and further connectivity.
For one, it received the data, stored it in a database, which could later be accessed via a dashboard. On the other hand, the client passed the data to different algorithms that calculated the predictive maintenance time, but were also responsible for pattern recognition of the errors and sent this information back.
In addition, there was connectivity upward to maintenance management. This worked again via OPC UA, where we used SAP Plant Connectivity, but of course also intervened in the control system and sent information back when errors were detected. Then a warning could be forwarded to the operator so that they could look more closely at the problem.
How do you handle data processing? Does a partner do that for you?
Jan
We do the data processing ourselves, because we have noticed that the biggest challenge is to get to the heart of the problem and then select the suitable algorithm. AI with the algorithm is not difficult to implement. It is more difficult to get to the heart of the problem and know how to solve it.
Since we are in close contact with our customers, this exact quantification of the problem is of the highest priority and cannot be taken over by any partner. Machine learning offerings abound in today’s open source world, so you have very good algorithms freely available.
Jürgen
I believe that this is a very essential point of both IoT projects; because the technology is easy to implement. Of course, it depends on the expertise. But it’s tremendously important that these different experts work together. Once during data acquisition. Above all, however, it is important to have someone who knows the process very well, so that you work in a team; then the technique becomes a no-brainer.
In addition, every customer has different requirements and characteristics. This is where the partner ecosystem comes in again: if a customer has different characteristics, you draw on a pool of expertise from partners who can feed the whole thing with knowledge, right?
Jürgen
In a wide variety of areas! What Jan just outlined was that the maintenance person gets the information via an SAP system. We are not SAP experts; therefore, it only makes sense to use expertise from the ecosystem.
This is the point that simplifies the work for everyone. As a closed-loop IoT application, when you receive the maintenance order on a mobile device afterwards, you can execute it and possibly acknowledge it. Then this is a use case that not only has a financial impact, but also improves the process as a whole.
Jan, how does the connection in SAP and the data analysis connected to it work?
Jan
We have collaborated strongly with our own production IT here. At this point a big thank you to the department.
What the colleagues used here was SAP Plan Connectivity, which offers the possibility to provide an OPC UA server. This way you are close to the OT world. We were able to provide the appropriate information without any problems in the terms of SAP, where the information could be forwarded and incorporated into the corresponding maintenance system. At the same time, we were able to receive information about when the maintenance order was acknowledged, so that we could feed this information back to the algorithm.
How does the data analysis work?
Jan
Also in the case of filter cleaning, in all cases the architecture was the same. We have developed an algorithm based on this problem. This was initially evaluated, further developed and brought to perfection in offline analyses using this data. We then integrate it into a toolbox that can receive and process this streaming data and return the analysis results as a data stream. This is a process that is recurring in almost every project.
That means you end up with a nice solution for you where you’ve solved these problems on a dashboard. The supreme discipline would then be to be able to trace this back to a batch. This is your business case where you can save cash in your production; practically an investment.
Here, using material tracking as an example, you can understand this very well, because otherwise you rarely get a real insight into such things.
Results, Business Models and Best Practices – How Success is Measured [34:08]
What is the business case in the specific case? Do you have some kind of return-on-investment calculation or something along those lines?
Jan
You’ve already touched on one important point; it all started with a dashboard. The errors that have occurred so far, people have never caught. It used to be that the data was logged, but in CSV files, and then laboriously analyzed with Excel. Here we developed a dashboard in a time of several hours, which then simplified the manual process significantly.
We have not made a direct return-on-investment calculation. However, if you think about this previously described process with Excel, you realize pretty quickly how much time it would take.
If we continue with the predictive filter warning, it’s that we haven’t even reduced the number of maintenance operations. We simply have maintenance operations at the right time; that’s enough to get value. The plant runs more efficiently. At the same time, we did not increase or decrease the workload, but created a better system.
Here it has been very difficult for the responsible employees to calculate what the return on investment was, since other measures were taken that were no longer purely data-driven in order to further optimize the plant. We do not have a number here; however, in any case, a great added value to the overall process was found.
Such a return-on-investment calculation is generally not easy. You have hard factors, you also have soft factors, and in some circumstances you’re looking at it from a business perspective, so it’s hard to make a precise statement.
For you, WAGO is all about implementing various projects with customers. Through your ecosystem, you have a focus on bringing business impact to the forefront for your customer.
Jürgen
It absolutely has to be there! Only then does digitization make sense in this environment. When we hear the word “dashboard” – this is not about displaying anything in many cases. But these are tools to set new parameters and optimize the system. The business case comes when there is a closed-loop application.
I have another recent example of return on investment. This use case we’re talking about today, I was still discussing it with a customer last week; he had the same need. When I think back to the levels of contamination mentioned at the beginning … the external customer knows this all too well himself. If you have a cyclic cleaning interval of the filter, then the filter is sometimes more and sometimes less dirty.
Such differences – here I, among others, but also many others, forget to “vacuum”, and suddenly the next time the filter is more dirty than it should be. In the end, this always affects the production quality. Digitizing the project eliminates such points and optimizes the filter.
That was a good example of a use case with a concrete business impact, where you know if it’s not cleaned, then there’s scrap and money is wasted that could easily be saved. This kind of thing happens very often; keyword: scalability. Are you developing anything in that regard right now?
Jan
It is often the case that problems seem scalable at first, and suddenly you realize that very many have the same problem. From that point on, if it is contractually possible to offer the whole thing as a product, you can start thinking about it. An example would be a PV yield forecast, where the aim is to forecast the yield of photovoltaic systems. This is part of our cloud; it can be used by any of our customers.
Another very scalable solution is where it was a question of optimizing the flow temperatures of heating systems. This is also a solution that we are taking to the next level.
Jürgen, what can we look forward to from your field in the future?
Jürgen
First of all, on the subject of scalability: There are thousands of injection molding machines in Germany. All of them have a longer or even shorter material flow system. This demand alone can be scaled; anywhere plastic granules can be found.
We complement this with a wide range of expertise from the IoT partner network. Be it SAP, corresponding analytics capabilities, but also verification; I had briefly mentioned blockchain. This is also a means of verifying product statistics, quality assurance and more in a traceable manner; throughout the entire supply chain!
In this way, the most diverse expertise in the WAGO IoT partner network can be used and combined into an individual overall solution.
A very nice conclusion to the topic! You can see the trend from classic automation to IoT, cloud and ecosystems very clearly.
Thank you for the deep insights into the production process, that is not a matter of course! If you want to get in touch with us, you can follow the links in the show notes.<
Thank you and see you next time!

